





Elección del taller soldadura de aluminio TOPWELL ac dc tig soldador ALUTIG-200P
| participación | |
|---|---|
| Categoría | Todos los productos |
| English details | Workshop choice aluminum welding TOPWELL ac dc tig welder ALUTIG-200P |
| Marca | TOPWELL |
| Modelo | ALUTIG-200P |
| Voltaje de entrada nominal | 1PH ~ 230V ±15% |
| Salida nominal | 200A/18V |
| Abra el circuito de voltaje | 70V~80V |
| eficiencia | 80% |
| Garantía | 1 año de garantía |
| Dimensiones | 540x240x480mm |
| Peso | 23KG |
| Precio por unidad | US $ 2 / piece |
| Puerto | shanghái/ningbo |
| forma de pago | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| descargar |
/CARACTERÍSTICAS
Especificaciones rápidas
- Solicitud:
- Fabricación de metal
- Mantenimiento y reparación
- Auto cuerpo
- Industria ligera
- Procesos:
- TIG CC (GTAW)
- TIG CA (GTAW)
- MEZCLA TIG (GTAW)
- Palo (SMAW)
- Potencia de entrada:200P:230V, monofásico
- 200MV:110-220V, monofásico
- Rango de amperaje:5-200A
- Salida nominal a 40 ℃ (104 ℉):
- 200 A a 18 V al 60 % del ciclo de trabajo
- Peso: 23kg
Vista General del Panel de Control

1. Proceso de soldadura
CC TIG
CA TIG
MEZCLA TIG
artes marciales mixtas
2. Pantalla de memoria
3.Memoria
4. Pantalla de amperímetro/voltímetro
5. Control del codificador
6. Tipo de encendido de arco
Impulso de alta frecuencia
Arco de elevación
7. Control de pulsos
Corriente máxima: 5A ~ 200A
Corriente básica: 5A ~ 200A
Frecuencia de pulso: 0,2 Hz ~ 200 Hz
Ancho de pulso (relación): 1 ~ 100%
8. Modo
2T (ESTÁNDAR)
4T (MANTENER)
Arco puntual9.Control del secuenciador
Corriente de inicio de arco: 10A~160A
Corriente de llenado de cráteres: 5A~200A
Tiempo actual de pendiente ascendente: 0.1S~10S
Tiempo actual de pendiente descendente: 0.1S ~ 15S
10.Tiempo previo al gas:0.1S~10S
Tiempo de flujo de gas:0.1S~15S
11. Tipos de formas de onda de CA
Onda cuadrada avanzada
Onda cuadrada suave
Onda sinusoidal
onda triangular
12. Polaridad de encendido del arcoCC+/CC-
13. MEZCLA TIG
Frecuencia MEZCLA: 0.1Hz~5Hz
Equilibrio CC: (%) 10~90
14. Forma de onda de CA
Rango de frecuencia de CA: 20 Hz ~ 200 Hz
Ancho de limpieza de CA (equilibrio de CA): +40~-40
Relación de limpieza de CA (polarización de CA) %: +30~-50
MEZCLA DE CONTROL TIG
Características de MIX TIG:
La corriente alterna puede obtener una muy buena separación, y
La corriente continua puede obtener una penetración más profunda. Utilizar el
MIX TIG podemos conseguir una excelente Concentración de Arco,
se puede llevar a cabo el excelente rendimiento de soldadura
de placa delgada a gruesa.
1) Buena apariencia de soldadura, penetración profunda.
2) Excelente concentración de arco.
3) Reducir sustancialmente el consumo de electrodos.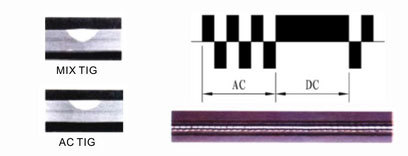
MEZCLA TIG Frecuencia (Hz):
el tiempo de ciclo de MIX
TIG en 1 segundo. Rango ajustable: 0,1-10 Hz.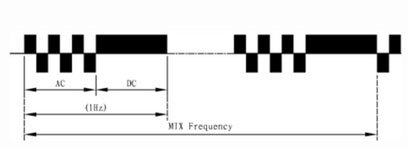
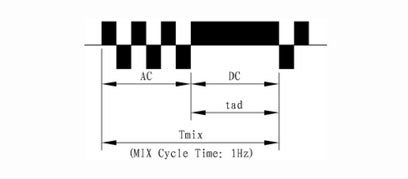
MEZCLA TIG Equilibrio (CC) %:
Equilibrio CC (%) = (tad/Tmix) x 100
MEZCLA TIG Frecuencia (Hz):
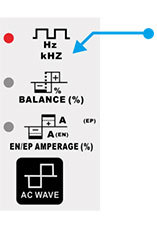
Control de frecuencia de CAControla el
ancho del Controla el ancho del
cono de arco. Aumento de la frecuencia de CA
proporciona un arco más enfocado con
mayor control direccional.Nota: Disminución de la frecuencia de CA
suaviza el arco y amplía la
charco de soldadura para un cordón de soldadura más ancho.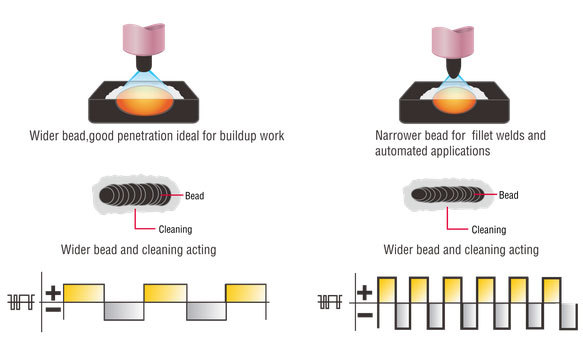
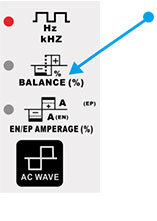
Control de equilibrio de CA
Controla la acción de limpieza del arco.
Ajuste del % EN de la onda CA
controla el ancho del grabado
zona que rodea la soldadura.Nota: configure el control de balance de CA
para una acción adecuada de limpieza del arco
a los lados y delante de la soldadura
charco. El equilibrio de CA debería estar bien
afinado de acuerdo a cuán pesado o
gruesos son los eóxidos.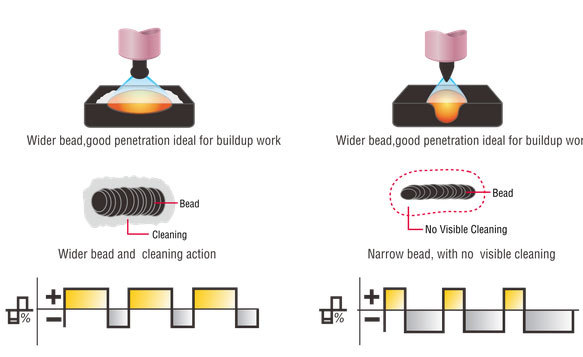
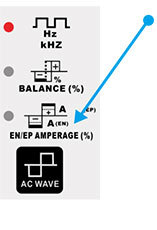
Control de amperaje de CA independiente
Permite el amperaje EN y EP
valores a acosar de forma independiente.
Ajusta la proporción de EN a EP
amperaje para controlar con precisión el calor
ES amperaje controla el nivel de
penetración, mientras que el amperaje EP
afecta dramáticamente la limpieza del arco
acción junto con el AC Balance
control.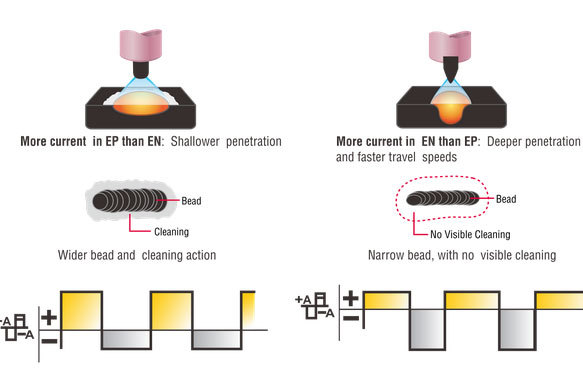
/ESPECIFICACIONES
Elección del taller soldadura de aluminio TOPWELL ac dc tig soldador ALUTIG-200P
Especificaciones técnicas
Artículo No ALUTIG-200P ALUTIG-200MV Voltaje de entrada nominal 1PH ~ 230V ±15% 1PH ~ 115V/230V ±15% máx. Capacidad de potencia de carga TIG: 5.62KVA TIG: 4.55KVA AMM: 6,60 KVA AMM: 5,33 KVA Ciclo de trabajo nominal (40oC) 60% TIG: 200A/18V TIG: 200A/18V AMM: 160 A/26,4 V AMM: 160 A/26,4 V 100% TIG: 160A/26.4V TIG: 160A/26.4V AMM: 130 A/25,2 V AMM: 130 A/25,2 V Rango de voltaje/corriente de soldadura TIG: 5A/10.2V~200A/18V TIG: 5A/10.2V~200A/18V AMM: 20A/20,8 V~160A/26,4 V AMM: 20A/20,8 V~160A/26,4 V Abra el circuito de voltaje 70V~80V 70V~80V Factor de potencia 0.8 0.8 Eficiencia 80% 80% TIG Legumbres Corriente pico 5A~200A 5A~200A corriente básica 5A~200A 5A~200A Frecuencia de pulso 0,2 Hz~200 Hz 0,2 Hz~200 Hz Ancho de pulso (relación) 1~100% 1~100% CA TIG Rango de frecuencia de CA 20Hz~250Hz 20Hz~250Hz Ancho de limpieza de CA (equilibrio de CA) +40~-40 +40~-40 Relación de limpieza de CA (polarización de CA) % +30~-50 +30~-50 MEZCLA TIG Frecuencia de mezcla: 1Hz~5Hz 1Hz~5Hz Equilibrio CC: (%) 20-80 20-80 Corriente de inicio de arco 10A~160A 10A~160A Corriente de llenado de cráteres 5A~200A 5A~200A Tiempo actual de pendiente ascendente 0.1S~15S 0.1S~15S Tiempo actual de pendiente descendente 0-15S 0-15S Tiempo previo al gas 0-15S 0-15S Tiempo de flujo de gas 0-15S 0-15S Tiempo de arco puntual 0-10S 0-10S artes marciales mixtas Fuerza de arco 10A~160A 10A~160A Hora de inicio en caliente 0.1~3S 0.1~3S Corriente de arranque en caliente 10A-160A 10A-160A Dimensión (LxAnxAl) 540X240X480mm 540X240X480mm Peso (KG) 23KG 23KG
/ACCESORIOS
Para accesorios estándar Antorcha TIG: TIG-26
Antorcha TIG: TIG-26 Portaelectrodos con cable 2MPara accesorios opcionales
Portaelectrodos con cable 2MPara accesorios opcionales Gas argón regular
Gas argón regular Unidad de refrigeración por agua: WC-100
Unidad de refrigeración por agua: WC-100 Pedal
Pedal Carro:ST-7
Carro:ST-7 Antorcha TIG remota de mano
Antorcha TIG remota de mano Antorcha TIG: TIG-26
Antorcha TIG: TIG-26VIDEO
máquina de soldadura topwell para soldadura de aluminio ac/dc TIG
/DOCUMENTOS




- Móvil
- *Título
- *Contenido
- Cargando...