



SOLDADORA TIG DE CC RESISTENTE, POTENTE Y RESISTENTE (PROTIG-500CT)
| participación | |
|---|---|
| Categoría | Todos los productos |
| English details | RUGGED POWERFUL TOUGH DC TIG WELDER (PROTIG-500CT) |
| Marca | TOPWELL |
| Modelo | Equipo DC doble pulso PROTIG-500CT para |
| Voltaje de entrada nominal | 3PH ~ 400V ±15% |
| Salida nominal | 500A/30V |
| Voltaje máximo de circuito abierto | 20,76 KVA |
| eficiencia | 85% |
| Garantía | 1 año de garantía |
| Dimensiones | 960X420X900mm |
| Peso | 70kg |
| Precio por unidad | US $ 2 / piece |
| Puerto | Shanghái/Ningbó |
| forma de pago | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| descargar |
/CARACTERÍSTICAS
Especificaciones rápidas
- Solicitud:
- Instalación y configuración
- Reparación y mantenimiento
- Talleres de fabricación de metales
- Industria química y de procesos
- Procesos:
- TIG CC (GTAW)
- Palo (SMAW)
- Potencia de entrada:
- 400CT/500CT: 400 V, trifásico
- Rango de amperaje:
- 400CT:3-400A/ 500CT:3-500A
- Salida nominal a 40 ℃ (104 ℉):
- 400CT: 400A a 26V @60% ciclo de trabajo
- 500CT: 500A a 30V @60% ciclo de trabajo
- Peso:70kg
Vista General del Panel de Control
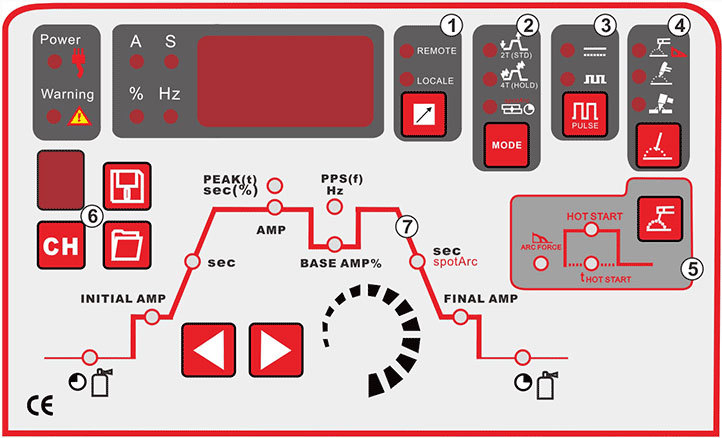
1.Remoto:utilizado para pedal o antorcha remota.
Local:Corrientes ajustadas por panel frontal.
Modo de espera 2.2T/4T
Selección del modo de soldadura por puntos
3. Selección de encendido/apagado de pulsos.4.Selección de procesos.
5. FUERZA DEL ARCO
ARRANQUE EN CALIENTE
6.Memoria con capacidad de 10 conjuntos de parámetros.
7. Secuencia de funciones
Vista general del panel de control (continuación)
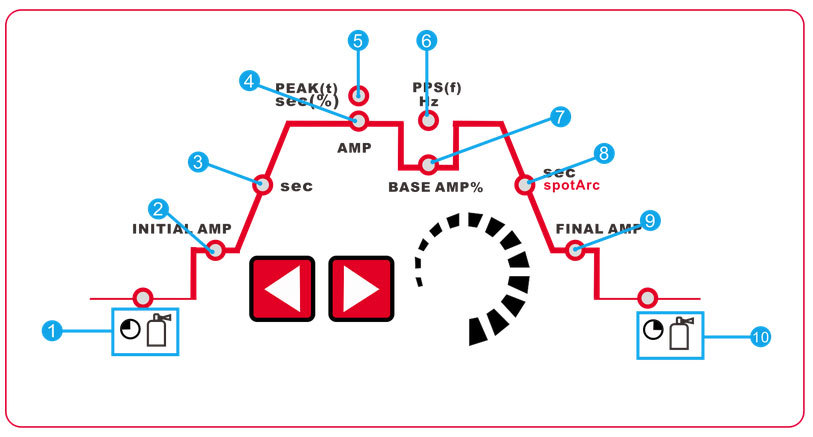
1.Tiempo de preflujo de gas (TIG)
Rango de ajuste absoluto 0,1 s a 5,0 s (incrementos de 0,1 s).
2. Corriente de encendido (TIG)
Porcentaje de la corriente principal.
4T (MANTENER)
Rango de configuración 1% a 100% (incrementos de 1%).
3.Tiempo de pendiente ascendente (TIG)
Rangos de configuración: 0,00 s a 20,0 s (incrementos de 0,1 s).
El tiempo de pendiente ascendente se puede configurar por separado
para no enganchado y enganchado.
4.Cortiente de corriente principal (TIG)/pulso
I min a max (incrementos de 1 A)
Corte principal (MMA)
I min a I max (incrementos de 1 A)
5. Tiempo de pulso
Rango de configuración de tiempo de pulso: 0,01 s a 9,99 s (incrementos de 0,01 s)
pulsos TIG
El tiempo de pulso se aplica a
la fase de corte principal (AMP) para pulsos.
Especial TIG CA
El tiempo de pulso se aplica a la fase de CA para CA especial.6. Tiempo de descanso del pulso
Rango de ajuste de interrupción de pulso: 0,01 s a 9,99 s
(incrementos de 0,01 s).
pulsos TIG
El tiempo de interrupción del pulso se aplica al secundario.
fase actual (AMP%).
Especial TIG CA
El tiempo de pulso se aplica a la fase de CA para CA especial.
7. Corriente secundaria (TIG)/corriente de pausa de pulso de pulso
Rango de configuración 1% a 100% (incrementos de 1%).
Porcentaje de la corriente principal.
8. Tiempo de pendiente descendente (TIG)
0,00 s a 20,0 s (incrementos de 0,1 s).
El tiempo de pendiente descendente se puede configurar por separado
para no enganchado y enganchado.
9. Corriente del cráter final (TIG)
Rango de configuración 1% a 100% (incrementos de 1%).
Porcentaje de la corriente principal.
10.Tiempo de posflujo de gas (TIG)
Rangos de configuración: 0,1 s a 20,0 s (incrementos de 0,1 s).
DC TIG-Pulso
Controles TIG-Pulse de CC de alta velocidad
• PPS Pulsos por segundo (Hz):CC = 0,1 – 5000 PPS
• % ENCENDIDO – % Hora pico:5 - 95% (Controla la cantidad de tiempo durante cada ciclo de pulso en el amperaje PICO.)
• Amperios de fondo:5 – 99 % (Establece el valor de amperaje de pulso bajo como un % de los amperios máximos).TIG PULSADO CONVENCIONAL
TIG PULSADO DE ALTA VELOCIDAD
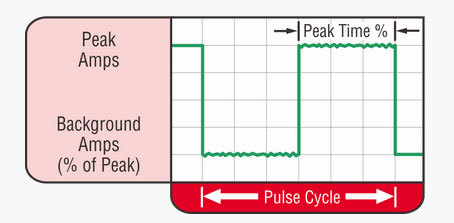
Típicamente de 1 a 10 PPS. Proporciona calefacción y
efecto de enfriamiento en el charco de soldadura y puede reducir
distorsión al bajar el amperaje promedio. Este
El efecto de calentamiento y enfriamiento también produce un efecto distinto
patrón de ondulación en el cordón de soldadura. La relación
entre la frecuencia del pulso y la velocidad de viaje determina
la distancia entre las ondas. Lata de pulsación lenta
coordinarse con la adición de metal de aporte y
puede aumentar el control general del charco de soldadura.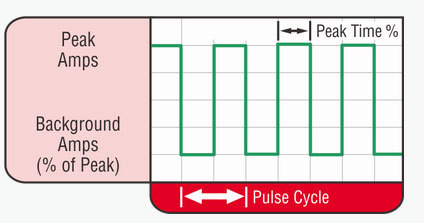
Con más de 40 PPS, TIG pulsado se vuelve más
audible que visible, lo que provoca un aumento del charco
agitación para una mejor microestructura soldada.Pulsar la corriente de soldadura a altas velocidades, entre
un pico alto y un amperaje de fondo bajo:
también puede contraer y enfocar el arco. Esto da como resultado
máxima estabilidad del arco, mayor penetración y
mayores velocidades de desplazamiento (rango común: 100–500PPS). Los efectos de afilado de arco de alta velocidad
pulsantes se expanden a nuevas dimensiones. La habilidad
pulsar a 5000 PPS mejora aún más la estabilidad del arco
y el potencial de concentración, que se requieren.
Arranque en caliente
La función de arranque en caliente enciende de manera confiable el electrodo y se derrite
perfectamente para garantizar la mejor calidad incluso al comienzo de
la costura. Esta solución hace que la falta de fusión y las soldaduras en frío sean cosa del pasado y reduce significativamente el refuerzo de la soldadura.
Ajuste la corriente de arranque en caliente aquí y el tiempo aquí.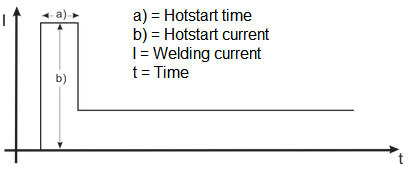
Corrección Arcforce (características de soldadura)
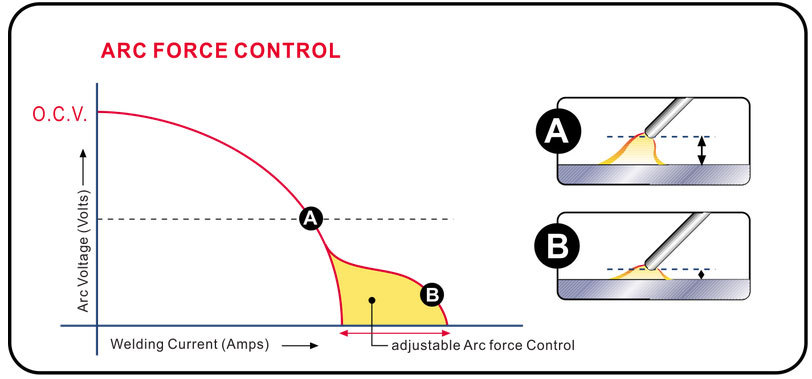
Durante el proceso de soldadura, arcforce evita que el electrodo se pegue en el baño de soldadura con aumentos de corriente.
Esto hace que sea más fácil soldar tipos de electrodos de fusión de gota grande a bajas intensidades de corriente con un arco corto en particular.
2T/4T
Modo no bloqueado
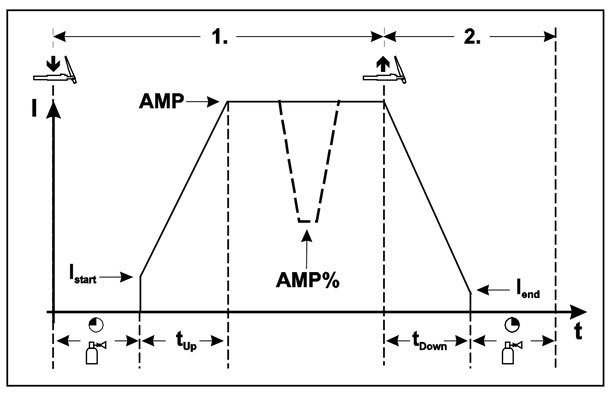
1er ciclo:
• Mantenga presionado el gatillo de la antorcha 1.
• Transcurre el tiempo de preflujo de gas.
• Los pulsos de encendido HF saltan del electrodo a la pieza de trabajo, el arco se enciende.
• La corriente de soldadura fluye e inmediatamente asume el valor ajustado para la corriente de encendido Istart.
• HF está apagado.
• La corriente de soldadura aumenta en el tiempo de pendiente ascendente establecido hasta la corriente principal AMP.
Cambio de AMP de corriente principal a AMP% de corriente secundaria:
Presione el gatillo de la antorcha 2 o Toque el gatillo de la antorcha 1
2do ciclo:
• Soltar el gatillo de la antorcha 1.
• La corriente principal disminuye en el tiempo de pendiente descendente establecido hasta la corriente de cráter final Iend (corriente mínima).
Si se presiona el gatillo 1 de la antorcha durante el tiempo de pendiente descendente,
la corriente de soldadura vuelve a aumentar hasta la corriente principal ajustada AMP.
• La corriente principal alcanza la corriente Iend del cráter final, el arco se extingue.
• Transcurre el tiempo de posflujo de gas establecido.Modo bloqueado
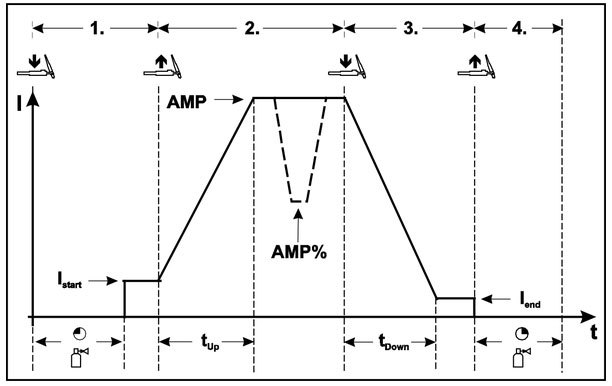
Paso 1
• Presionar el pulsador 1 de la antorcha, transcurre el tiempo de preflujo de gas.
• Los pulsos de ignición HF saltan del electrodo a la pieza de trabajo, el arco se enciende.
• La corriente de soldadura fluye e inmediatamente asume el valor de corriente de encendido establecido
(arco de búsqueda en el ajuste mínimo). HF está apagado.
Paso 2
• Soltar el gatillo de la antorcha 1.
• La corriente de soldadura aumenta con el tiempo de pendiente ascendente establecido hasta la corriente principal AMP.
Cambio de AMP de corriente principal a AMP% de corriente secundaria:
Presione el gatillo de la antorcha 2 o Toque el gatillo de la antorcha 1
Paso 3
• Presionar el gatillo de la antorcha 1.
• La corriente principal disminuye en el tiempo de pendiente descendente establecido hasta la corriente de cráter final Iend (corriente mínima).
Paso 4
• Soltar el gatillo de la antorcha 1, el arco se apaga.
• Comienza el tiempo de posflujo de gas establecido.
Terminación inmediata del proceso de soldadura en pendiente descendente soltando el gatillo de la antorcha 1./ESPECIFICACIONES
Especificaciones técnicas
Artículo No
PROTIG-400CT
PROTIG-500CTVoltaje de entrada nominal 3PH ~ 400V ±15% 3PH ~ 400V ±15% máx. Capacidad de potencia de carga TIG: 14,39 KVA TIG: 20,76 KVA AMM: 14,21 KVA AMM: 19,93 KVA Ciclo de trabajo nominal (40 ℃) 60% TIG: 400A/26V TIG: 500A/30V AMM: 315A/32.6V AMM: 400A/36V 100% TIG: 315A/22.6V TIG: 400A/36V AMM: 250A/30V AMM: 315A/32.6V Rango de voltaje/corriente de soldadura TIG:5A/10.1V~400A/26V TIG:20A/10.1V~500A/30V AMM: 20A/20,8 V~315A/32,6 V AMM: 20A/20.8V~400A/36V Abra el circuito de voltaje 70V~80V 70V ~80V Factor de potencia 0.85 0.85 Eficiencia 85% 85% TIG Frecuencia de pulso 0,2 Hz~200 Hz 0,2 Hz~200 Hz Ancho de pulso (relación) 1~100% 1~100% Corriente de inicio de arco 5A~400A 5A~160A Corriente de llenado de cráteres 5A~400A 5A~500A Tiempo actual de pendiente ascendente 0.1S~15S 0.1S~15S Tiempo actual de pendiente descendente 0.1S-15S 0.1S-15S Tiempo previo al gas 0.1S-15S 0.1S-15S Tiempo de flujo de gas 0.1S-15S 0.1S-15S Tiempo de arco puntual 0.1S-10S 0.1S-10S artes marciales mixtas Fuerza de arco 10A~315A 10A~400A Hora de inicio en caliente 0.1-3S 0.1-3S Corriente de arranque en caliente 10A~315A 10A~400A Dimensión (LxAnxAl) 960X420X900mm 960X420X900mm Peso (KG) 70 kg 70 kg Unidad de refrigeración por agua: WC-100
Tensión de funcionamiento 230V 50/60Hz Potencia nominal 260W Poder de enfriamiento 1.5KW(1L/MIN) Presión máxima 0.3MPA/60HZ Líquido refrigerante recomendado 20%~40% etanol/agua Volumen del tanque 6.5L
/ACCESORIOS
Para accesorios estándar Antorcha TIG: TIG-18
Antorcha TIG: TIG-18 Portaelectrodos con cable 2M
Portaelectrodos con cable 2M Unidad de refrigeración por agua: WC-150Para accesorios opcionales
Unidad de refrigeración por agua: WC-150Para accesorios opcionales Gas argón regular
Gas argón regular PedalAntorcha TIG: TIG-26
PedalAntorcha TIG: TIG-26 Carro: WT-150
Carro: WT-150 Antorcha TIG remota de mano
Antorcha TIG remota de mano/RECURSOS
/DOCUMENTOS




- Móvil
- *Título
- *Contenido
- Cargando...