





TOPWELL multifunción soldadura por arco ac dc tig y máquina de corte por plasma STC-205AC/DC
| participación | |
|---|---|
| Categoría | Todos los productos |
| English details | TOPWELL Multi-function arc welding ac dc tig and plasma cutting machine STC-205AC/DC |
| Marca | TOPWELL |
| Modelo | STC-205AC/CC |
| Voltaje de entrada nominal | 1PH ~110V/ 230V ±15% |
| Salida nominal | 200A/18V |
| Voltaje máximo de circuito abierto | 5.63KVA |
| eficiencia | 80% |
| Garantía | 1 año de garantía |
| Dimensiones | 410x190x305mm |
| Peso | 25,7 kg |
| Precio por unidad | US $ 2 / piece |
| Puerto | shanhai/ningbo |
| forma de pago | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| descargar |
/CARACTERÍSTICAS
Especificaciones rápidas
- Solicitud:
- Talleres de fabricación de metales
- Astilleros e industria offshore
- Industria química y de procesos
- Soldadura mecanizada
- Reparación y mantenimiento de carrocerías
- Procesos:
- TIG CC (GTAW)
- TIG CA (GTAW)
- Corte por plasma
- Palo (SMAW)
- Potencia de entrada:230 V o 115/230 V, monofásico
- Rango de amperaje:TIG:5A-205A;
- PAC: 20A-50A; AMM: 10A-160A;
- Salida nominal a 40 ℃ (104 ℉):
- TIG: 200A a 18V @60% ciclo de trabajo
- PAC: 50 A a 100 V al 60 % del ciclo de trabajo
- MMA: 160 A a 26,4 V al 60 % del ciclo de trabajo
- Peso:25,7 kg
Vista General del Panel de Control
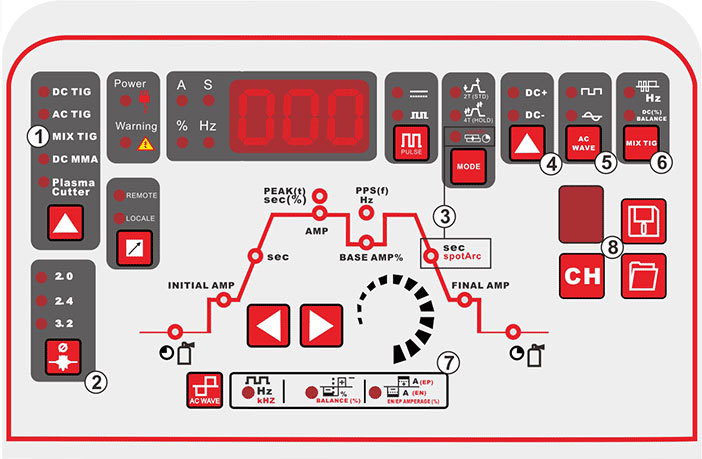
1. Proceso de soldadura
En un tiempo de ciclo que se mezcló con la salida EN/EP
(AC TIG) y salida EN (DC TIG).
2. Diámetro del electrodo. selección
3. Modo de soldadura por puntos
4. CC +/-
salida del convertidor arco-arranque de
Proceso TIG CA5. Tipo de onda CA
6. MEZCLA DE EQUILIBRIO TIG Y MEZCLA DE FRECUENCIA TIG
Onda cuadrada avanzada
onda triangular
7. Sistema de control de ondas de CA:
Control de frecuencia de CA
Control de equilibrio de CA
Control de amperaje de CA independiente
Vista general del panel de control (continuación)
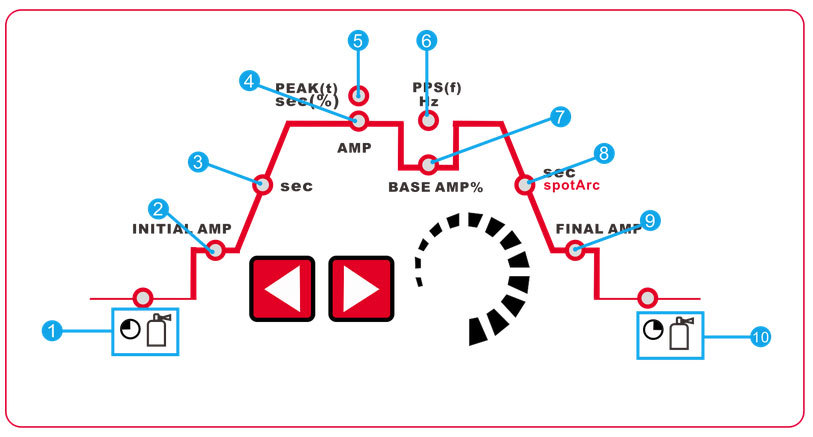
1.Tiempo de preflujo de gas (TIG)
Rango de ajuste absoluto 0,1 s a 5,0 s (incrementos de 0,1 s).
2. Corriente de encendido (TIG)
Porcentaje de la corriente principal.
4T (MANTENER)
Rango de configuración 1% a 100% (incrementos de 1%).
3.Tiempo de pendiente ascendente (TIG)
Rangos de configuración: 0,00 s a 20,0 s (incrementos de 0,1 s).
El tiempo de pendiente ascendente se puede configurar por separado
para no enganchado y enganchado.
4.Cortiente de corriente principal (TIG)/pulso
I min a max (incrementos de 1 A)
Corte principal (MMA)
I min a I max (incrementos de 1 A)
5. Tiempo de pulso
Rango de ajuste de tiempo de pulso: 0,01 s a 9,99 s (incrementos de 0,01 s)
pulsos TIG
El tiempo de pulso se aplica a
la fase de corte principal (AMP) para pulsos.
Especial TIG CA
El tiempo de pulso se aplica a la fase de CA para CA especial.6. Tiempo de descanso del pulso
Rango de configuración de interrupción de pulso: 0,01 s a 9,99 s
(incrementos de 0,01 s).
pulsos TIG
El tiempo de interrupción del pulso se aplica al secundario.
fase actual (AMP%).
Especial TIG CA
El tiempo de pulso se aplica a la fase de CA para CA especial.
7. Corriente secundaria (TIG)/corriente de pausa de pulso de pulso
Rango de configuración 1% a 100% (incrementos de 1%).
Porcentaje de la corriente principal.
8. Tiempo de pendiente descendente (TIG)
0,00 s a 20,0 s (incrementos de 0,1 s).
El tiempo de pendiente descendente se puede configurar por separado
para no enganchado y enganchado.
9. Corriente del cráter final (TIG)
Rango de configuración 1% a 100% (incrementos de 1%).
Porcentaje de la corriente principal.
10.Tiempo de posflujo de gas (TIG)
Rangos de configuración: 0,1 s a 20,0 s (incrementos de 0,1 s).
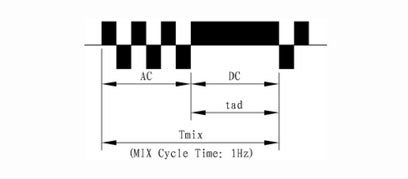
MEZCLA DE CONTROL TIG
Características de MIX TIG:
La corriente alterna puede obtener una muy buena separación, y
La corriente continua puede obtener una penetración más profunda. Utilizar el
MIX TIG podemos conseguir una excelente Concentración de Arco,
se puede llevar a cabo el excelente rendimiento de soldadura
de placa delgada a gruesa.
1) Buena apariencia de soldadura, penetración profunda.
2) Excelente concentración de arco.
3) Reducir sustancialmente el consumo de electrodos.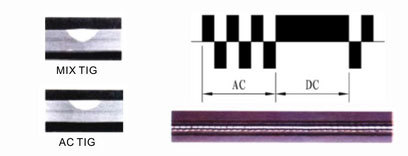
MEZCLA TIG Frecuencia (Hz):
el tiempo de ciclo de MIX
TIG en 1 segundo. Rango ajustable: 0,1-10 Hz.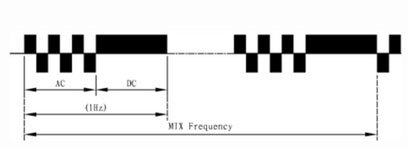
MEZCLA TIG Equilibrio (CC) %:
Equilibrio CC (%) = (tad/Tmix) x 100
MEZCLA TIG Frecuencia (Hz):

Control de frecuencia de CAControla el
ancho del Controla el ancho del
cono de arco. Aumento de la frecuencia de CA
proporciona un arco más enfocado con
mayor control direccional.Nota: Disminución de la frecuencia de CA
suaviza el arco y amplía la
charco de soldadura para un cordón de soldadura más ancho.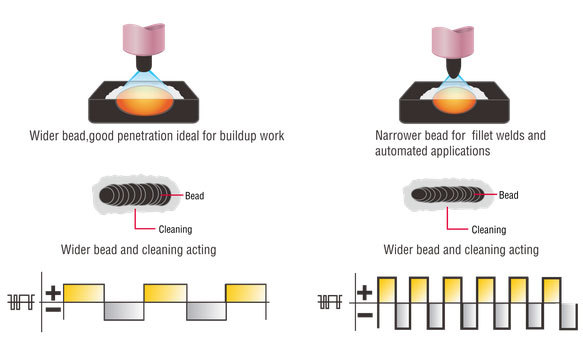

Control de equilibrio de CA
Controla la acción de limpieza del arco.
Ajuste del % EN de la onda CA
controla el ancho del grabado
zona que rodea la soldadura.Nota: configure el control de balance de CA
para una acción adecuada de limpieza del arco
a los lados y delante de la soldadura
charco. El equilibrio de CA debería estar bien
afinado de acuerdo a cuán pesado o
gruesos son los eóxidos.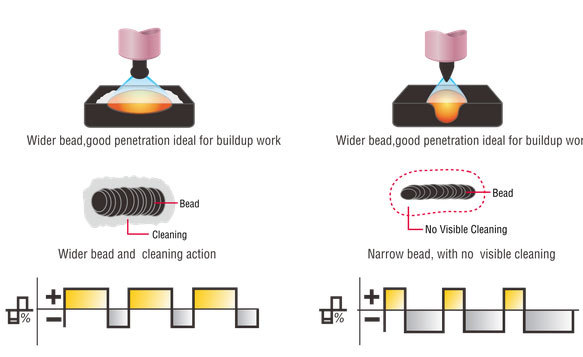

Control de amperaje de CA independiente
Permite el amperaje EN y EP
valores a acosar de forma independiente.
Ajusta la proporción de EN a EP
amperaje para controlar con precisión el calor
ES amperaje controla el nivel de
penetración, mientras que el amperaje EP
afecta dramáticamente la limpieza del arco
acción junto con el AC Balance
control.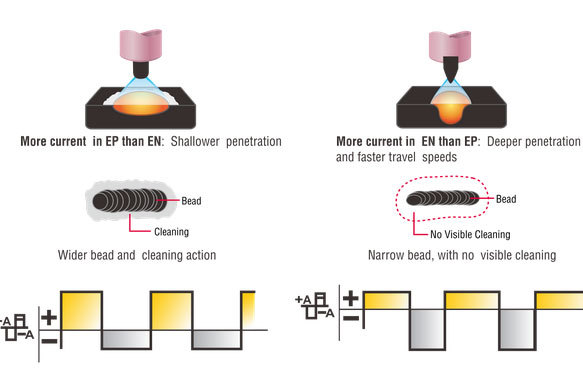
DC TIG-Pulso
Controles TIG-Pulse de CC de alta velocidad
• PPS Pulsos por segundo (Hz):CC = 0,1 – 5000 PPS
• % ENCENDIDO – % Hora pico:5 - 95% (Controla la cantidad de tiempo durante cada ciclo de pulso en el amperaje PICO.)
• Amperios de fondo:5 – 99 % (Establece el valor de amperaje de pulso bajo como un % de los amperios máximos).TIG PULSADO CONVENCIONAL
TIG PULSADO DE ALTA VELOCIDAD
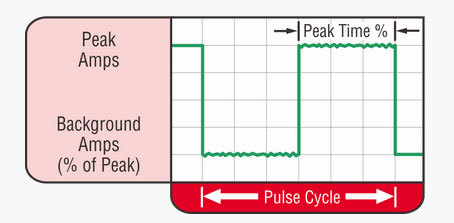
Típicamente de 1 a 10 PPS. Proporciona calefacción y
efecto de enfriamiento en el charco de soldadura y puede reducir
distorsión al bajar el amperaje promedio. Este
El efecto de calentamiento y enfriamiento también produce un efecto distinto
patrón de ondulación en el cordón de soldadura. La relación
entre la frecuencia del pulso y la velocidad de viaje determina
la distancia entre las ondas. Lata de pulsación lenta
coordinarse con la adición de metal de aporte y
puede aumentar el control general del charco de soldadura.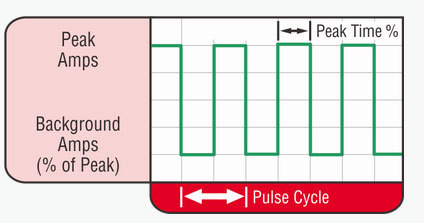
Con más de 40 PPS, TIG pulsado se vuelve más
audible que visible, lo que provoca un aumento del charco
agitación para una mejor microestructura soldada.Pulsar la corriente de soldadura a altas velocidades, entre
un pico alto y un amperaje de fondo bajo:
también puede contraer y enfocar el arco. Esto da como resultado
máxima estabilidad del arco, mayor penetración y
mayores velocidades de desplazamiento (rango común: 100–500PPS). Los efectos de afilado de arco de alta velocidad
pulsantes se expanden a nuevas dimensiones. La habilidad
pulsar a 5000 PPS mejora aún más la estabilidad del arco
y el potencial de concentración, que se requieren.RENDIMIENTO DE CORTE

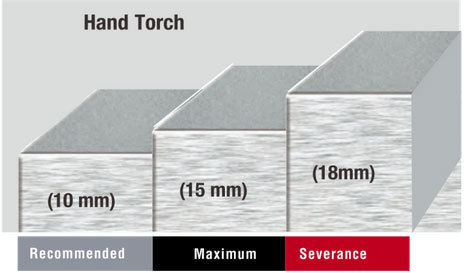
Gran poder de corte en un paquete pequeño: el
más portátil y potente de la industria
El cortador de plasma de 40 amperios ofrece 10 mm.
corte de acero dulce. La unidad ofrece fácil
conexión a entrada de 115V o 230V con
Tecnología Auto-Line y adaptadores MVP.Corte nominal @ Corte máximo @ corte cortado @ 0,50 m/min 0,25 m/min 0,12 m/min
/ESPECIFICACIONES
Especificaciones técnicas
Artículo No STC-205AC/CC Voltaje de entrada nominal 1PH ~110V/ 230V ±15% máx. Capacidad de potencia de carga TIG: 5.63KVA AMM: 6,60 KVA PAC: 8.20KVA Ciclo de trabajo nominal (40 ℃) 60% TIG: 200A/18V AMM: 160 A/26,4 V PAC: 50A/105V 100% TIG: 160A/16.4V AMM: 130 A/25,2 V PAC: 40A/100V Rango de voltaje/corriente de soldadura TIG: 5A/10.2V~200A/18V AMM: 10 A/20,4 V~160 A/26,4 V PAC: 20A/90A~50A/105V Abra el circuito de voltaje Artes marciales mixtas: 70 V ~ 80 V PAC:260V~290V Factor de potencia 0.8 Eficiencia 80% TIG Legumbres Corriente pico 5A~200A corriente base 5A~200A Frecuencia de pulso 0,2 Hz~200 Hz Ancho de pulso (relación) 1~100% CA TIG Rango de frecuencia de CA 20Hz~250Hz Ancho de limpieza de CA (equilibrio de CA) +40~-40 Relación de limpieza de CA (polarización de CA) % +30~-50 MEZCLA TIG Frecuencia de mezcla: 0,1 Hz~5 Hz Equilibrio CC: (%) 20-80 Corriente de inicio de arco 5A~200A Corriente de llenado de cráteres 5A~200A Tiempo actual de pendiente ascendente 0.1S~15S Tiempo actual de pendiente descendente 0.1S~15S Tiempo previo al gas 0.1S~15S Tiempo de flujo de gas 0.1S~15S Tiempo de arco puntual 0.1S~10S artes marciales mixtas Fuerza de arco 10A~160A Hora de inicio en caliente 10A~160A Corriente de arranque en caliente 0.1~3S PAC Presión de aire requerida 0.3~0.5MPa Tiempo de retardo/pro-flujo de gas 1S~15S Grosor de corte de calidad (500 mm/min) 12 mm Espesor de corte de separación (125 mm/min) 22 mm Dimensión (LxAnxAl) 410x190x305mm Peso (KG) 25,7 kg
/ACCESORIOS
Para accesorios estándar Antorcha TIG: WP-26
Antorcha TIG: WP-26 Portaelectrodos con cable 2M
Portaelectrodos con cable 2M Antorcha de plasma: HT-50CBPara accesorios opcionales
Antorcha de plasma: HT-50CBPara accesorios opcionales Gas argón/CO2 regular
Gas argón/CO2 regular Pedal
Pedal Controlador remoto de mano
Controlador remoto de mano Antorcha de plasma: PT-60
Antorcha de plasma: PT-60 Carro:ST-7
Carro:ST-7 Unidad de refrigeración por agua: WC-100
Unidad de refrigeración por agua: WC-100 Antorcha TIG: TIG-26
Antorcha TIG: TIG-26/RECURSOS
/DOCUMENTOS




- Móvil
- *Título
- *Contenido
- Cargando...