Inicio / todos / Equipo de soldadura / Todos los productos / PROMIG 500SXP Soldadora MIG de pulso de alta velocidad para industria pesada





PROMIG 500SXP Soldadora MIG de pulso de alta velocidad para industria pesada
El PROMIG 500SXP está diseñado para la industria pesada, 500A al 100 % del ciclo de trabajo.
| participación | |
|---|---|
| Categoría | Todos los productos |
| English details | PROMIG 500XP Heavy Industrial High Speed Pulse MIG Welder |
| Marca | TOPWELL |
| Modelo | PROMIG 500SXP |
| Voltaje de entrada | 3PH ~ 400V ±15% |
| Salida nominal (40 ℃) 100% | MIG: 500A/39V |
| Características | Pulso de alta velocidad, salpicaduras ultrabajas, pulso híbrido |
| descargar |
Información Detallada
DETALLS
Soldadura MIG pulsada de alta velocidad
PROMIG 500XP
Control Sinérgico
Proceso y Controles de Operación Mejorados
Pulso de Alta Velocidad (HSP)
Doble Pulso de Alta Velocidad (HDP)
Arco de Pulverización de Alta Velocidad (HSA)
Micro Proceso Doble (MDP)
Salpicaduras Ultra Bajas (ULS)
Arco Ultra Concentrado (UCA)
Control de Pulso Híbrido (HPC)
Punto de Alta Velocidad (HSS)

Operación simple
3 pasos para lograr la perfección de la soldadura
1. Seleccione el modo de operación
2. Seleccione el número de lista de procesos
3. Ajuste la corriente de soldadura
(siempre el ajuste perfecto gracias a la función sinérgica que utiliza el espesor del material)

Control de sinergia con lista de procesos
La lista de procesos se controla de forma fácil e intuitiva mediante su interfaz gráfica de usuario. Hemos creado la curva de soldadura perfecta en cada número de proceso para ayudar a los usuarios a elegir el mejor proceso de soldadura para aceros al carbono, aleaciones de aluminio y acero inoxidable. Su uso es más sencillo que nunca.

Función de almacenamiento de memoria
Los usuarios tendrán diversas necesidades de soldadura y esperan configurar los parámetros más adecuados para diferentes materiales y piezas. La serie PROMIG XP cuenta con memoria de almacenamiento, con hasta 999 tareas de soldadura independientes (trabajos) para mantener y guardar diferentes parámetros de soldadura. Seleccione y restaure rápidamente la configuración anterior con un solo clic, simplificando y haciendo más eficiente la operación.

Métodos de control flexibles
Puedes regular la máquina en cualquier lugar ----- en la fuente de energía, en....

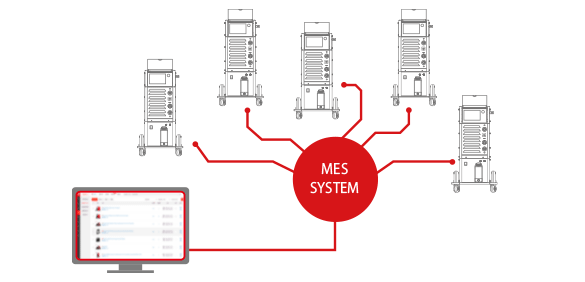
Capaz de fabricación inteligente en el futuro
Gestión de usuarios opcional
PROMIG 500XP está equipado con gestión activa de usuarios y teclas NFC asignadas para establecer protección y permisos para el ajuste de parámetros.

También puede optar por conectarse al sistema MES, que es más adecuado para la gestión de datos de producción moderna.
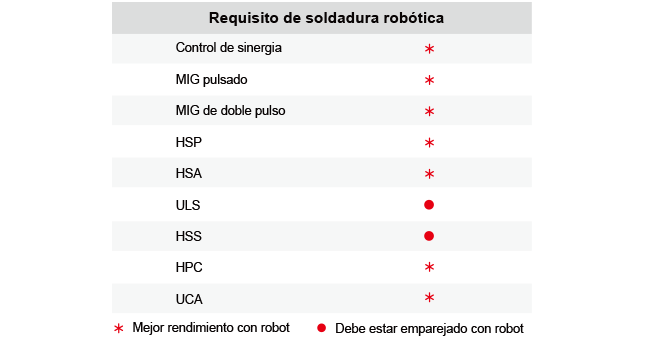
Listo para la soldadura robótica
Robótica con paquete de proceso MIG avanzado, la serie PROMIGXP logra una soldadura ultra eficiente con un rendimiento de soldadura perfecto.
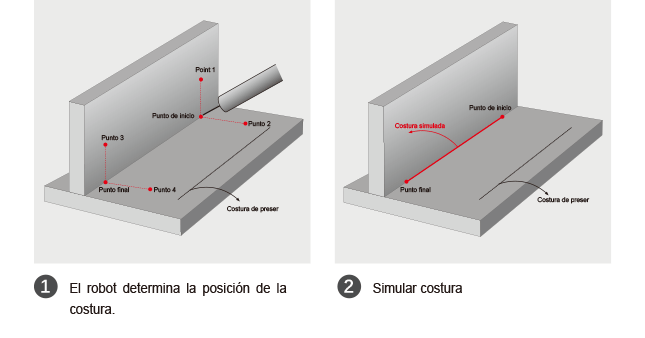
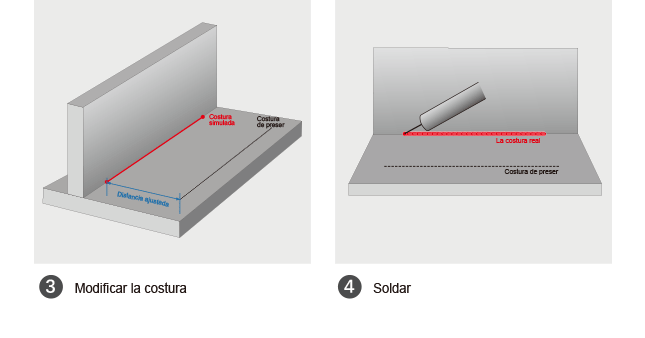
Gracias a los protocolos de comunicación integrados, no es necesario añadir módulos de comunicación externos adicionales. Los paquetes opcionales para interfaces de robot se implementan mediante puertos digitales, como EtherNet/IP, DeviceNet, CAN, CANOPEN, RJ485, etc.

Los parámetros de la máquina de soldar interactúan con el robot en tiempo real de alta frecuencia, lo que puede rastrear con precisión la posición del arco y respaldar perfectamente el seguimiento del arco del robot.
Procesos operativos y controles mejorados
Control de la longitud del arco
Con el control de la longitud del arco, sin importar la distancia cambiante entre la antorcha y la pieza de trabajo, o el voltaje de soldadura, la longitud del arco se mantiene constante y la calidad y apariencia de la costura permanecen sin cambios.
Control dinámico
El arco se puede ajustar fácilmente según la pieza de trabajo y la posición, así como según las preferencias individuales del soldador mediante el Control Dinámico. Cambiar el arco a suave, duro o a un punto intermedio aumenta la fiabilidad para una buena formación de raíz y fusión lateral, incluso con una posición de la antorcha no ideal.

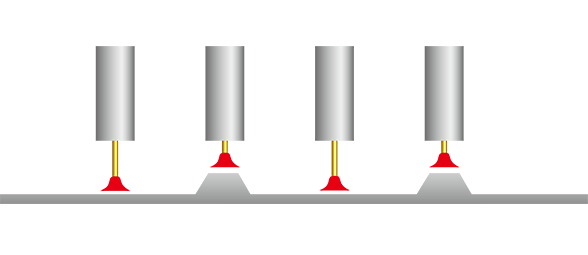
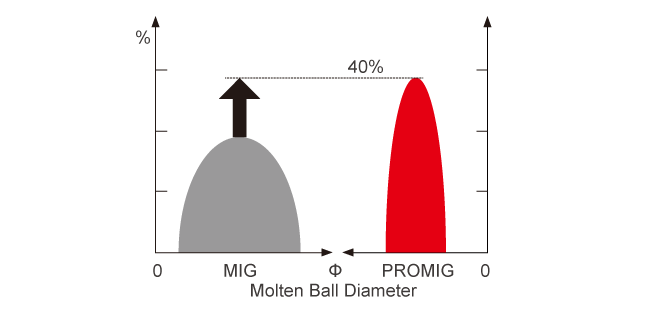
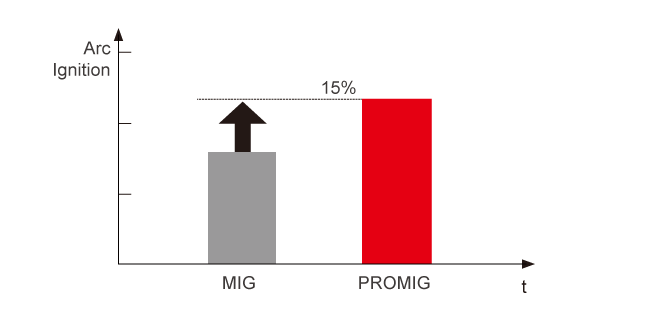
Control del arco inicial y control de retroceso de llama
El control del arco inicial se utiliza para mejorar la tasa de éxito del encendido del arco y formar una bola fundida más pequeña. El control del retroceso de la llama mejora la eliminación de la bola fundida, facilitando la inicialización del arco secundario.
MIG pulsado con mayor diferencia de corriente
La serie PROMIG XP es un modelo y una máquina mejorados, compatibles con sistemas de pulso más avanzados. Ofrece una corriente de pico más alta y una mayor diferencia de corriente, ideal para la soldadura de aleaciones de aluminio, generando fácilmente un arco estable y limpiando óxidos, a la vez que genera suficiente calor para fundir el metal y obtener soldaduras de alta calidad.
Pistola de empuje y tracción premium
Gracias al diseño de motor y accionamiento más duradero, y a la instalación del motor de trefilado cerca de la posición de soldadura, la alimentación del hilo es más fluida y menos propensa a bloqueos, especialmente en condiciones de soldadura de aluminio, lo que mejora el rendimiento de la alimentación y la estabilidad del arco.
Equipado con pantalla LCD y teclas de función, se comunica con la máquina para ajustar los procedimientos y parámetros de soldadura.
La comunicación entre la antorcha de soldadura digital y la máquina permite una soldadura sinérgica mejorada: al aumentar o disminuir la velocidad del hilo, los parámetros MIG aumentan o disminuyen para adaptarse a la potencia requerida.


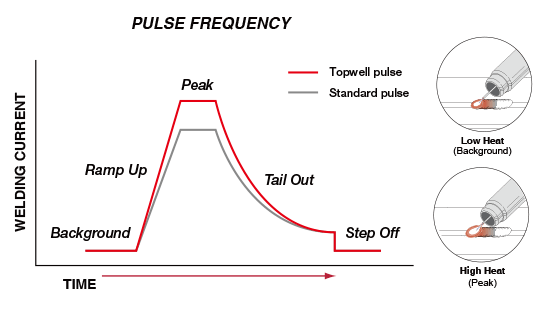
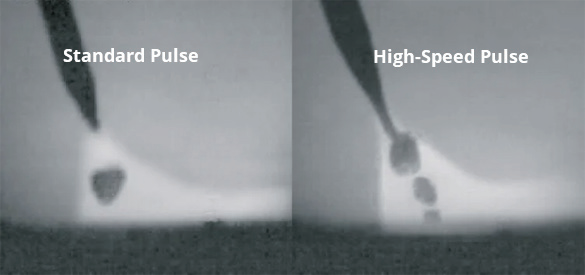
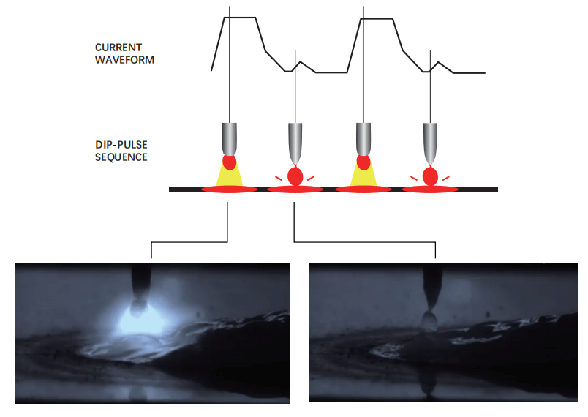
El control preciso del período de pulso garantiza un proceso estable de transición de gotas, con solo una gota de metal saliendo de la punta del alambre de soldadura por pulso. Por lo tanto, no se generan grandes salpicaduras, incluso con corrientes altas, lo que reduce el trabajo de limpieza y mejora la apariencia de la soldadura.
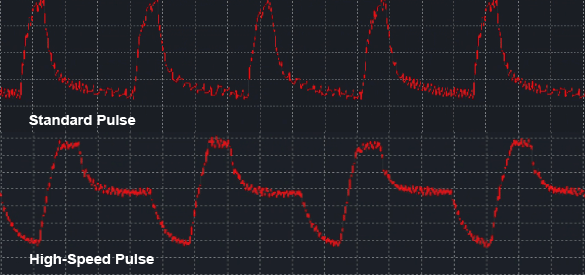
La potente acumulación de datos ha dado forma a la forma de onda de pulso perfecta de la PROMIG 500XP, con múltiples parámetros de soldadura trabajando en conjunto. A medida que aumenta o disminuye la velocidad del alambre, los parámetros de pulso o MIG también aumentan o disminuyen para ajustarse a la potencia necesaria para lograr una curva de soldadura más perfecta.
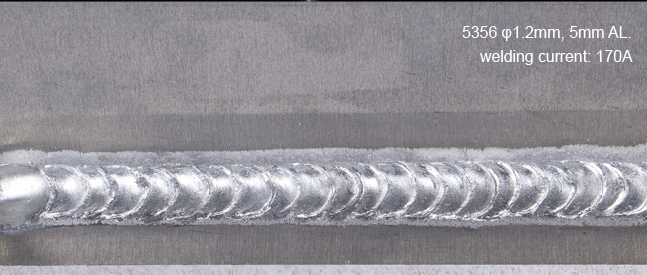
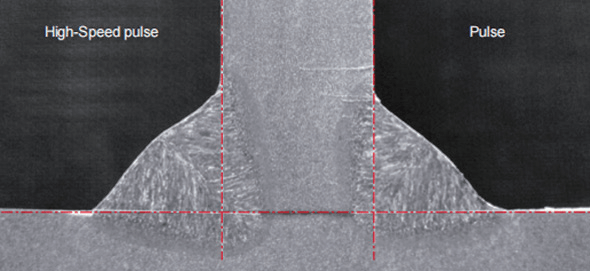
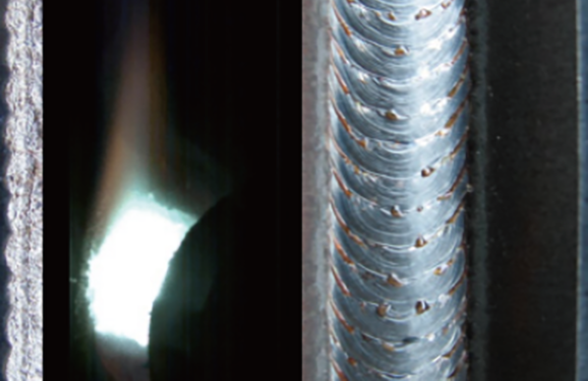
HSP - Tecnología de pulso de alta velocidad
Diseñado específicamente para uso exigente en talleres, la tasa de deposición puede aumentar entre un 25 % y un 48 % para diversos materiales, ya sea en la fabricación de materiales gruesos o de chapa metálica. El proceso de Pulso de Alta Velocidad (HSP) permite ahorrar tiempo, dinero y energía en comparación con la soldadura pulsada tradicional. ¡Este proceso está listo para llevar la soldadura pulsada a un nuevo nivel! Generalmente, un pulso funde una gota, pero con el nuevo proceso de Pulso de Alta Velocidad de TOPWELL, aumentamos la entrega de estas gotas. La transición será más rápida, con una zona HAZ más estrecha y una penetración más profunda.
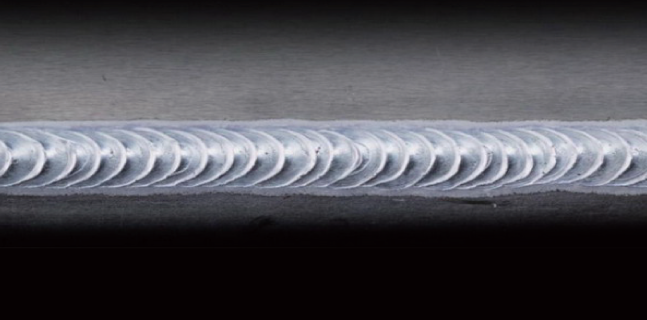
Consiga una mejor costura de soldadura
Menos entrada de calor, menos salpicaduras y menos trabajos de reelaboración.
Obtenga mayor resistencia de soldadura
Penetración más profunda, sin defectos de socavación, mayor resistencia.
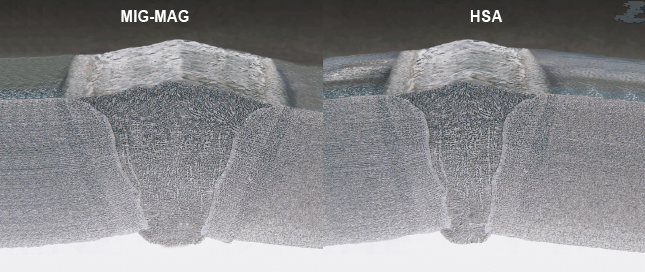
HSA - Arco de pulverización de alta velocidad
La combinación perfecta de un arco altamente concentrado y extremadamente estable con alta densidad. El HSA ofrece una penetración más profunda, una zona de calentamiento más estrecha, permite ángulos de apertura más pequeños para la soldadura multicapa y mejora significativamente la velocidad de soldadura, hasta un 30 % más rápida que la soldadura MIG-MAG convencional. Esto hace que la soldadura sea más eficiente y económica.
Ángulo de apertura más pequeño
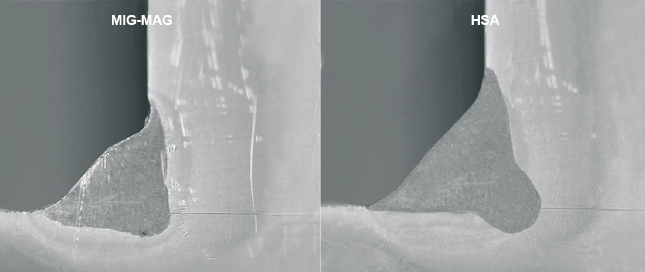
Penetración más profunda
Mayor ahorro de material
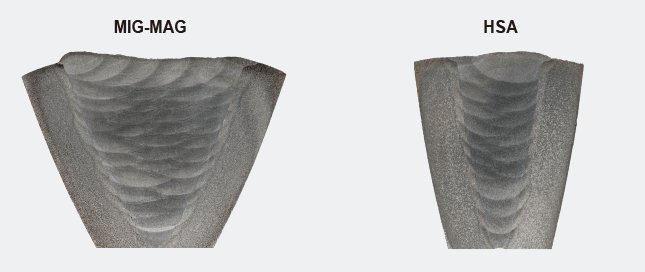
Mayor eficiencia de soldadura
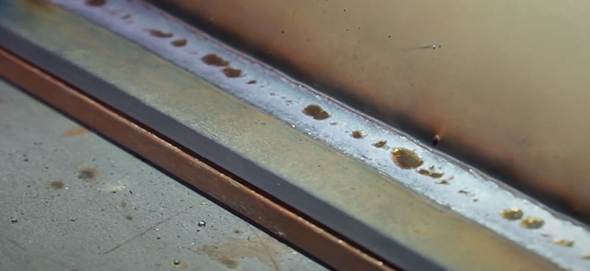
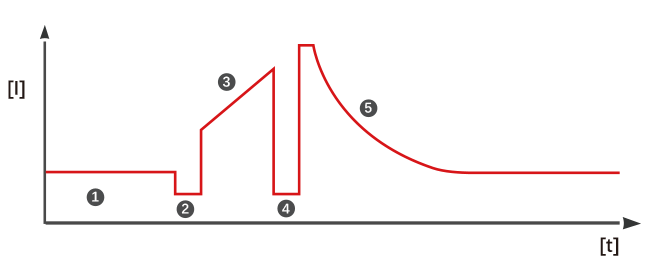
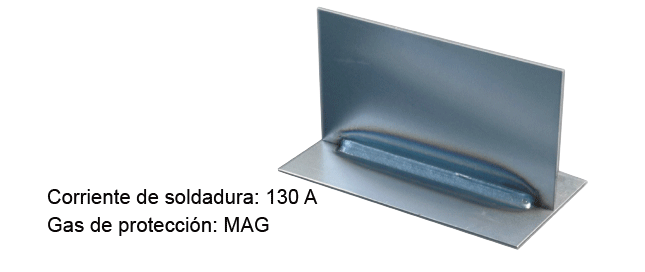
ULS - Salpicaduras ultrabajas
El proceso ULS es un arco de transferencia de arco corto modificado con un ajuste perfecto de la forma de onda que reduce considerablemente la generación de salpicaduras. En la fase de emergencia, se produce una interrupción especial de la corriente; la energía se extrae según la configuración del programa, evitando la explosión causada por la alta corriente, y la tensión superficial del baño de fusión calienta las gotas generadas. Incluso en la soldadura CO2 y MAG, puede minimizar las salpicaduras, lo que se traduce en menos retrabajo, menos rechazos, menos limpieza y ahorro en piezas de desgaste.

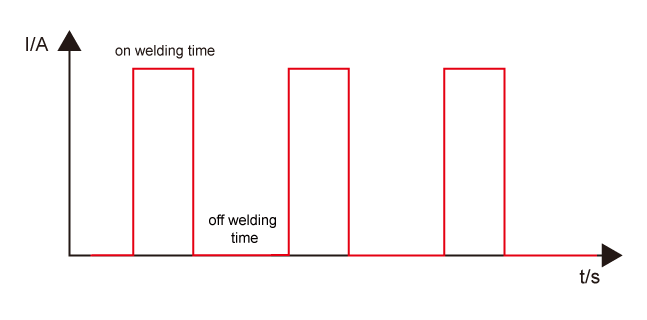
HSS - Tecnología de puntos de alta velocidad
HSS es la soldadura por puntos de alta velocidad que combina a la perfección el proceso de soldadura, la física del arco, la alta respuesta de potencia dinámica y la potente tecnología de control del motor. Con tiempos de encendido y de finalización del arco cortos, se puede formar rápidamente una bobina de soldadura. Un ciclo de soldadura por puntos se completa rápidamente y se repite varias veces, ajustando el intervalo de tiempo con el robot para obtener la escama deseada. La costura de soldadura es nítida y elegante.

HPC - Control de pulso híbrido
La clave reside en las variantes de control del proceso de soldadura con control de forma de onda sinérgica aplicadas en la soldadura MIG, que incluyen los tipos de pulso (arco de pulverización) y transferencia por cortocircuito en un solo ciclo de trabajo. Ofrecen una estabilidad direccional excepcional, una penetración profunda y ausencia de proyecciones.
Proceso de soldadura vertical ascendente HPC
MDP - Micro Doble Proceso
MDP es un Micro Proceso Doble, ultrapreciso gracias a la sinergia de la forma de onda del pulso, que permite ajustar libremente los chevrones del cordón de soldadura, de grueso a fino. La clave reside en que, al alternar los pulsos altos y bajos, no se forman gotas en la fase baja del pulso. Las ventajas de MDP son la precisión del aporte de energía, la baja distorsión, una apariencia de soldadura TIG perfecta, fácilmente realizable por cualquier persona, y una productividad de soldadura hasta el doble de rápida que la del TIG convencional. MDP es especialmente adecuado para aplicaciones de aluminio, acero y CrNi con paredes delgadas a medianas (1-8 mm), como marcos, mesas, camas y estructuras de muebles.

HSS es la soldadura por puntos de alta velocidad que combina a la perfección el proceso de soldadura, la física del arco, la alta respuesta de potencia dinámica y la potente tecnología de control del motor. Con tiempos de encendido y de finalización del arco cortos, se puede formar rápidamente una bobina de soldadura. Un ciclo de soldadura por puntos se completa rápidamente y se repite varias veces, ajustando el intervalo de tiempo con el robot para obtener la escama deseada. La costura de soldadura es nítida y elegante.
VIDEO
ESPECIFICACIONES
Máquinas
|
nombre del producto
|
ProMIG-500XP
|
|
Procesos de máquinas
|
SMAW
GMAW
FCAW
GMAW-P
GMAW-HSP |
|
Alimentador de alambre
|
4 rodillos
|
Pesos y dimensiones del producto
|
Dimensiones (largo x ancho x alto): máquina
|
950x460x1080 mm
|
|
Dimensiones (largo x ancho x alto):Alimentador de alambre
|
710x350x500 mm
|
Peso neto: máquina | 66.5KG |
Peso neto: alimentador de alambre | 15KG |
Especificación básica
|
Tensión de red (V)
|
3PH~400V±15%(50/60Hz)
|
|
Capacidad de potencia de carga máxima
|
25.18KVA
|
|
Ciclo de trabajo nominal a 40 ℃ (105 ℉): 60 %
|
500A/39V
|
|
Ciclo de trabajo nominal a 40 ℃ (105 ℉):100%
|
400A/31.5V
|
Abra el circuito de voltaje | 70V~80V |
Factor de potencia | 0.87 |
Eficiencia | 89% |
Unidad de alimentación de alambre | 4 rollers |
La velocidad de alimentación del alambre sonó | ~25m/min |
Capacidad del carrete de alambre | 300mm(15kg) |
Cables φ (mm): Fe | 0.8~1.6mm |
Cables φ (mm): Aluminio | 1.0~1.6mm |
Cables φ (mm): tubulares | 0.8~1.6mm |
TAMBIÉN PUEDES NECESITAR

Pistola de vaivén

Control remoto

Chaqueta de soldadura

Casco de soldadura premium



¿ALGÚN COMENTARIO? ¡ERES BIENVENIDO A DEJARNOS UN MENSAJE!
- Móvil
- *Título
- *Contenido
Evaluacion
- Cargando...