¿Soldadura TIG de aluminio delgado?
¿Soldadura TIG de aluminio delgado? No estrujes tu tungsteno, afílalo. Para aumentar el conocimiento de todos, esta aluminación responde preguntas sobre la soldadura de material delgado, describe el funcionamiento y los beneficios del control de equilibrio de CA y analiza la selección de una soldadora TIG en función de los requisitos de amperaje.
El uso de CA para soldadura TIG de aluminio evolucionó a partir de la necesidad de eliminar la capa de óxido que se forma en su superficie. La porción de electrodo positivo (EP) del ciclo de CA, en la que la electricidad fluye del trabajo al tungsteno, "expulsa" los óxidos de la superficie. La porción del electrodo negativo (EN) del ciclo realiza la soldadura real, dirigiendo el calor del tungsteno hacia el metal.
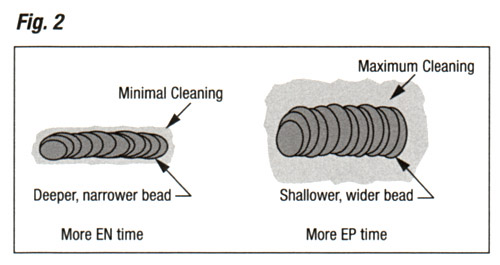
Cuando los ingenieros inventaron la salida de CA de onda cuadrada, también descubrieron que una forma de onda de CA desequilibrada funciona mejor para muchas aplicaciones. Es por eso que las máquinas de trabajo más ligero, como Syncrowave 180 SD, cuentan con un conjunto de control de balance fijo para más penetración (60 % EN) que limpieza (40 % EP), como se muestra en la Fig. 1.
También inventamos el control de equilibrio ajustable. Esta función permite adaptar la relación EN/EP para que coincida con una aplicación. Por ejemplo, Syncrowave MIG-250 y Syncrowave MIG-350 LX de Miller le permiten ajustar los valores de EN de 45 a 68 % (32 a 45 % de EP).
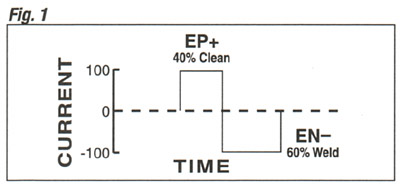
Mayores cantidades de EN crean un cordón de soldadura más profundo y angosto y una mejor penetración en la junta. Esto ayuda cuando se suelda material grueso, o puede permitir velocidades de desplazamiento más rápidas. Por el contrario, los valores mayores de EP eliminan más óxido y crean un cordón menos profundo y más ancho (consulte la Fig. 2). En materiales que tienen una capa de óxido pesado o aluminio fundido, aumentar la acción de limpieza minimiza la posibilidad de que se incluyan partículas extrañas, lo que promueve una mejor soldadura.